《東風(fēng)汽車活塞機(jī)械加工工序卡片11張》由會(huì)員分享�,可在線閱讀,更多相關(guān)《東風(fēng)汽車活塞機(jī)械加工工序卡片11張(11頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索����。
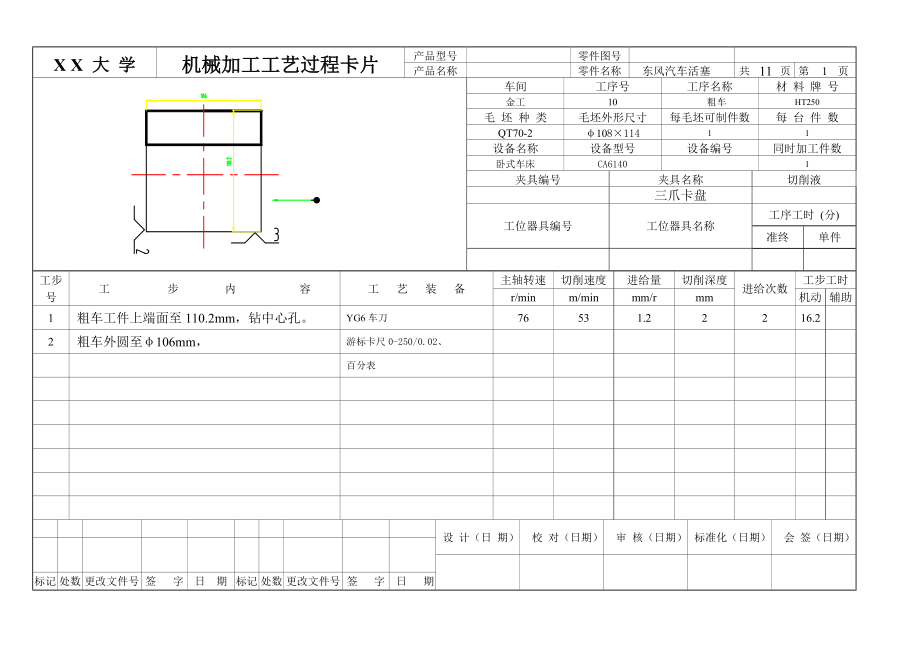
1、X X 大 學(xué)機(jī)械加工工藝過(guò)程卡片產(chǎn)品型號(hào)零件圖號(hào)產(chǎn)品名稱零件名稱 東風(fēng)汽車活塞共11頁(yè)第1頁(yè)車間工序號(hào)工序名稱材 料 牌 號(hào)金工10粗車HT250毛 坯 種 類毛坯外形尺寸每毛坯可制件數(shù)每 臺(tái) 件 數(shù)QT70-210811411設(shè)備名稱設(shè)備型號(hào)設(shè)備編號(hào)同時(shí)加工件數(shù)臥式車床CA61401夾具編號(hào)夾具名稱切削液三爪卡盤工位器具編號(hào)工位器具名稱工序工時(shí) (分)準(zhǔn)終單件工步號(hào)工 步 內(nèi) 容工 藝 裝 備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)工步工時(shí)r/minm/minmm/rmm機(jī)動(dòng)輔助1粗車工件上端面至110.2mm���,鉆中心孔�。YG6車刀76531.22216.22粗車外圓至106mm���,游標(biāo)卡尺0
2�����、-250/0.02�、百分表 設(shè) 計(jì)(日 期) 校 對(duì)(日期) 審 核(日期) 標(biāo)準(zhǔn)化(日期) 會(huì) 簽(日期)標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期X X 大 學(xué)機(jī)械加工工藝過(guò)程卡片產(chǎn)品型號(hào)零件圖號(hào)產(chǎn)品名稱零件名稱 東風(fēng)汽車活塞共11頁(yè)第2頁(yè)車間工序號(hào)工序名稱材 料 牌 號(hào)金工20粗車HT250毛 坯 種 類毛坯外形尺寸每毛坯可制件數(shù)每 臺(tái) 件 數(shù)QT70-210811411設(shè)備名稱設(shè)備型號(hào)設(shè)備編號(hào)同時(shí)加工件數(shù)臥式車床CA61401夾具編號(hào)夾具名稱切削液三爪卡盤工位器具編號(hào)工位器具名稱工序工時(shí) (分)準(zhǔn)終單件工步號(hào)工 步 內(nèi) 容工 藝 裝 備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深
3、度進(jìn)給次數(shù)工步工時(shí)r/minm/minmm/rmm機(jī)動(dòng)輔助1粗車下端面至106.4mm���。YG6車刀76531.22222.62粗車外圓至101.8mm�。游標(biāo)卡尺0-250/0.02���、76531.22223.43粗車工件下端95mm至94.2mm�����,百分表76531.22226.2 設(shè) 計(jì)(日 期) 校 對(duì)(日期) 審 核(日期) 標(biāo)準(zhǔn)化(日期) 會(huì) 簽(日期)標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期X X 大 學(xué)機(jī)械加工工藝過(guò)程卡片產(chǎn)品型號(hào)零件圖號(hào)產(chǎn)品名稱零件名稱 東風(fēng)汽車活塞共11頁(yè)第3頁(yè)車間工序號(hào)工序名稱材 料 牌 號(hào)金工20粗車HT250毛 坯 種 類毛坯外形尺寸每
4���、毛坯可制件數(shù)每 臺(tái) 件 數(shù)QT70-210811411設(shè)備名稱設(shè)備型號(hào)設(shè)備編號(hào)同時(shí)加工件數(shù)搖臂鉆床Z30251夾具編號(hào)夾具名稱切削液三爪卡盤工位器具編號(hào)工位器具名稱工序工時(shí) (分)準(zhǔn)終單件工步號(hào)工 步 內(nèi) 容工 藝 裝 備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)工步工時(shí)r/minm/minmm/rmm機(jī)動(dòng)輔助1鉆30孔至28mm莫氏錐柄麻花鉆2831537.82.00.1511.27游標(biāo)卡尺0-250/0.02、百分表 設(shè) 計(jì)(日 期) 校 對(duì)(日期) 審 核(日期) 標(biāo)準(zhǔn)化(日期) 會(huì) 簽(日期)標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期X X 大 學(xué)機(jī)械加工工藝過(guò)程卡片
5����、產(chǎn)品型號(hào)零件圖號(hào)產(chǎn)品名稱零件名稱 東風(fēng)汽車活塞共11頁(yè)第4頁(yè)車間工序號(hào)工序名稱材 料 牌 號(hào)金工50精車HT250毛 坯 種 類毛坯外形尺寸每毛坯可制件數(shù)每 臺(tái) 件 數(shù)QT70-210811411設(shè)備名稱設(shè)備型號(hào)設(shè)備編號(hào)同時(shí)加工件數(shù)臥式車床CA61401夾具編號(hào)夾具名稱切削液三爪卡盤工位器具編號(hào)工位器具名稱工序工時(shí) (分)準(zhǔn)終單件工步號(hào)工 步 內(nèi) 容工 藝 裝 備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)工步工時(shí)r/minm/minmm/rmm機(jī)動(dòng)輔助1精車下端面至106.2mm。YG6車刀24075.360.11.512.0722精車外圓至101.6mm�����。游標(biāo)卡尺0-250/0.02、24075
6���、.360.11.512.0723精車工件下端95mm車至95H7mm�����,百分表24075.360.11.512.072 設(shè) 計(jì)(日 期) 校 對(duì)(日期) 審 核(日期) 標(biāo)準(zhǔn)化(日期) 會(huì) 簽(日期)標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期X X 大 學(xué)機(jī)械加工工藝過(guò)程卡片產(chǎn)品型號(hào)零件圖號(hào)產(chǎn)品名稱零件名稱 東風(fēng)汽車活塞共11頁(yè)第5頁(yè)車間工序號(hào)工序名稱材 料 牌 號(hào)金工60精車HT250毛 坯 種 類毛坯外形尺寸每毛坯可制件數(shù)每 臺(tái) 件 數(shù)QT70-210811411設(shè)備名稱設(shè)備型號(hào)設(shè)備編號(hào)同時(shí)加工件數(shù)臥式車床CA61401夾具編號(hào)夾具名稱切削液三爪卡盤工位器具編號(hào)工位器具
7�、名稱工序工時(shí) (分)準(zhǔn)終單件工步號(hào)工 步 內(nèi) 容工 藝 裝 備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)工步工時(shí)r/minm/minmm/rmm機(jī)動(dòng)輔助1精車工件上端面至106mm���,鉆中心孔�。YG6車刀24075.360.11.512.0722精車外圓至104.89和105.08mm���,游標(biāo)卡尺0-250/0.02、24075.360.11.512.072百分表 設(shè) 計(jì)(日 期) 校 對(duì)(日期) 審 核(日期) 標(biāo)準(zhǔn)化(日期) 會(huì) 簽(日期)標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期X X 大 學(xué)機(jī)械加工工藝過(guò)程卡片產(chǎn)品型號(hào)零件圖號(hào)產(chǎn)品名稱零件名稱 東風(fēng)汽車活塞共11頁(yè)第6頁(yè)車
8��、間工序號(hào)工序名稱材 料 牌 號(hào)金工70精車HT250毛 坯 種 類毛坯外形尺寸每毛坯可制件數(shù)每 臺(tái) 件 數(shù)QT70-210811411設(shè)備名稱設(shè)備型號(hào)設(shè)備編號(hào)同時(shí)加工件數(shù)臥式車床CA61401夾具編號(hào)夾具名稱切削液三爪卡盤工位器具編號(hào)工位器具名稱工序工時(shí) (分)準(zhǔn)終單件工步號(hào)工 步 內(nèi) 容工 藝 裝 備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)工步工時(shí)r/minm/minmm/rmm機(jī)動(dòng)輔助1精車3mm環(huán)形槽至圖紙尺寸�����。YG6車刀24075.360.11.512.0722精車4.76mm環(huán)形槽至圖紙尺寸游標(biāo)卡尺0-250/0.02����、24075.360.11.512.072百分表 設(shè) 計(jì)(日 期)
9�����、校 對(duì)(日期) 審 核(日期) 標(biāo)準(zhǔn)化(日期) 會(huì) 簽(日期)標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期X X 大 學(xué)機(jī)械加工工藝過(guò)程卡片產(chǎn)品型號(hào)零件圖號(hào)產(chǎn)品名稱零件名稱 東風(fēng)汽車活塞共11頁(yè)第7頁(yè)車間工序號(hào)工序名稱材 料 牌 號(hào)金工80精鏜HT250毛 坯 種 類毛坯外形尺寸每毛坯可制件數(shù)每 臺(tái) 件 數(shù)QT70-210811411設(shè)備名稱設(shè)備型號(hào)設(shè)備編號(hào)同時(shí)加工件數(shù)銑鏜床T681夾具編號(hào)夾具名稱切削液三爪卡盤工位器具編號(hào)工位器具名稱工序工時(shí) (分)準(zhǔn)終單件工步號(hào)工 步 內(nèi) 容工 藝 裝 備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)工步工時(shí)r/minm/minmm/rmm機(jī)動(dòng)
10���、輔助1精鏜30孔至圖紙尺寸,YG6圓形鏜刀����、游標(biāo)深度尺、百分表, 36075.360.11.512.0722割31槽游標(biāo)卡尺0-500/0.02����、專用夾具 設(shè) 計(jì)(日 期) 校 對(duì)(日期) 審 核(日期) 標(biāo)準(zhǔn)化(日期) 會(huì) 簽(日期)標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期X X 大 學(xué)機(jī)械加工工藝過(guò)程卡片產(chǎn)品型號(hào)零件圖號(hào)產(chǎn)品名稱零件名稱 東風(fēng)汽車活塞共11頁(yè)第8頁(yè)車間工序號(hào)工序名稱材 料 牌 號(hào)金工80精鏜HT250毛 坯 種 類毛坯外形尺寸每毛坯可制件數(shù)每 臺(tái) 件 數(shù)QT70-210811411設(shè)備名稱設(shè)備型號(hào)設(shè)備編號(hào)同時(shí)加工件數(shù)銑鏜床T681夾具編號(hào)夾具名稱切削
11、液三爪卡盤工位器具編號(hào)工位器具名稱工序工時(shí) (分)準(zhǔn)終單件工步號(hào)工 步 內(nèi) 容工 藝 裝 備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)工步工時(shí)r/minm/minmm/rmm機(jī)動(dòng)輔助1精鏜30孔至圖紙尺寸�����,YG6圓形鏜刀�����、游標(biāo)深度尺�����、百分表, 36075.360.11.513.622割31槽游標(biāo)卡尺0-500/0.02、專用夾具36075.360.11.513.62 設(shè) 計(jì)(日 期) 校 對(duì)(日期) 審 核(日期) 標(biāo)準(zhǔn)化(日期) 會(huì) 簽(日期)標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期X X 大 學(xué)機(jī)械加工工藝過(guò)程卡片產(chǎn)品型號(hào)零件圖號(hào)產(chǎn)品名稱零件名稱 東風(fēng)汽車活塞共11頁(yè)第
12����、9頁(yè)車間工序號(hào)工序名稱材 料 牌 號(hào)金工90銑HT250毛 坯 種 類毛坯外形尺寸每毛坯可制件數(shù)每 臺(tái) 件 數(shù)QT70-210811411設(shè)備名稱設(shè)備型號(hào)設(shè)備編號(hào)同時(shí)加工件數(shù)立式銑床X52K1夾具編號(hào)夾具名稱切削液三爪卡盤工位器具編號(hào)工位器具名稱工序工時(shí) (分)準(zhǔn)終單件工步號(hào)工 步 內(nèi) 容工 藝 裝 備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)工步工時(shí)r/minm/minmm/rmm機(jī)動(dòng)輔助1銑活塞3mm半圓環(huán)槽D3銑刀、游標(biāo)深度尺�����、百分表, 12075.360.11.512.072游標(biāo)卡尺0-500/0.02����、專用夾具 設(shè) 計(jì)(日 期) 校 對(duì)(日期) 審 核(日期) 標(biāo)準(zhǔn)化(日期) 會(huì) 簽(日
13、期)標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期X X 大 學(xué)機(jī)械加工工藝過(guò)程卡片產(chǎn)品型號(hào)零件圖號(hào)產(chǎn)品名稱零件名稱 東風(fēng)汽車活塞共11頁(yè)第10頁(yè)車間工序號(hào)工序名稱材 料 牌 號(hào)金工100鉆HT250毛 坯 種 類毛坯外形尺寸每毛坯可制件數(shù)每 臺(tái) 件 數(shù)QT70-210811411設(shè)備名稱設(shè)備型號(hào)設(shè)備編號(hào)同時(shí)加工件數(shù)搖臂鉆床Z30251夾具編號(hào)夾具名稱切削液三爪卡盤工位器具編號(hào)工位器具名稱工序工時(shí) (分)準(zhǔn)終單件工步號(hào)工 步 內(nèi) 容工 藝 裝 備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)工步工時(shí)r/minm/minmm/rmm機(jī)動(dòng)輔助1鉆直油孔8-3.5莫氏錐柄麻花鉆3.5 50
14����、031.20.61.3510.16游標(biāo)卡尺0-500/0.02、專用夾具 設(shè) 計(jì)(日 期) 校 對(duì)(日期) 審 核(日期) 標(biāo)準(zhǔn)化(日期) 會(huì) 簽(日期)標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期X X 大 學(xué)機(jī)械加工工藝過(guò)程卡片產(chǎn)品型號(hào)零件圖號(hào)產(chǎn)品名稱零件名稱 東風(fēng)汽車活塞共11頁(yè)第11頁(yè)車間工序號(hào)工序名稱材 料 牌 號(hào)金工110鉆HT250毛 坯 種 類毛坯外形尺寸每毛坯可制件數(shù)每 臺(tái) 件 數(shù)QT70-210811411設(shè)備名稱設(shè)備型號(hào)設(shè)備編號(hào)同時(shí)加工件數(shù)搖臂鉆床Z30251夾具編號(hào)夾具名稱切削液三爪卡盤工位器具編號(hào)工位器具名稱工序工時(shí) (分)準(zhǔn)終單件工步號(hào)工 步 內(nèi) 容工 藝 裝 備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)工步工時(shí)r/minm/minmm/rmm機(jī)動(dòng)輔助1鉆斜油孔1.5莫氏錐柄麻花鉆1.5 50031.20.61.3510.16游標(biāo)卡尺0-500/0.02�����、專用夾具 設(shè) 計(jì)(日 期) 校 對(duì)(日期) 審 核(日期) 標(biāo)準(zhǔn)化(日期) 會(huì) 簽(日期)標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期標(biāo)記處數(shù)更改文件號(hào)簽 字 日 期
 東風(fēng)汽車活塞機(jī)械加工工序卡片11張
東風(fēng)汽車活塞機(jī)械加工工序卡片11張